
Con l’entrata in vigore delle Norme tecniche sulle costruzioni NTC 2008 si sono spesso registrati disorientamenti presso taluni uffici della Pubblica Amministrazione, soprattutto in ordine all’accettazione e al controllo dei prodotti realizzati in rete metallica a doppia torsione.
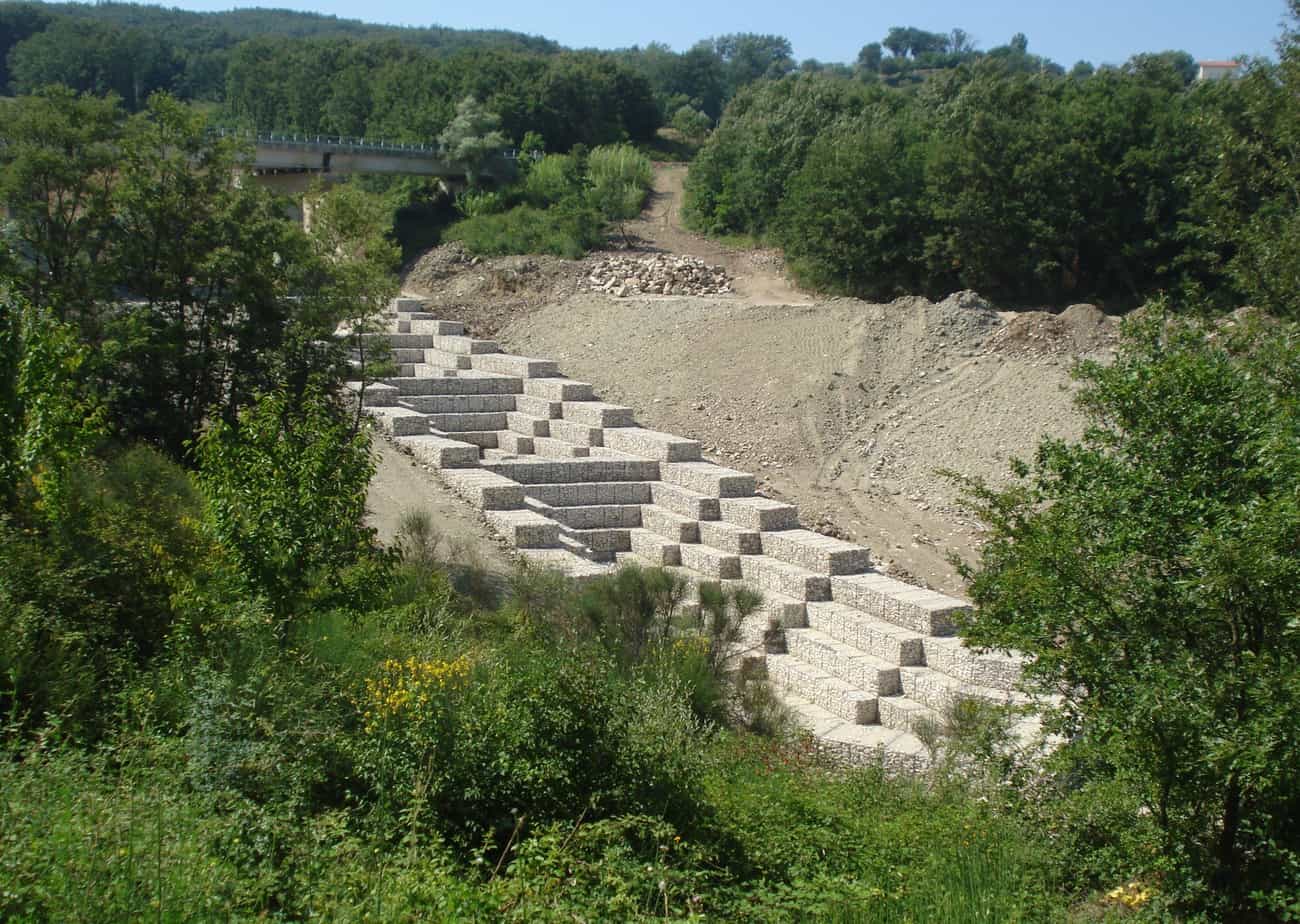
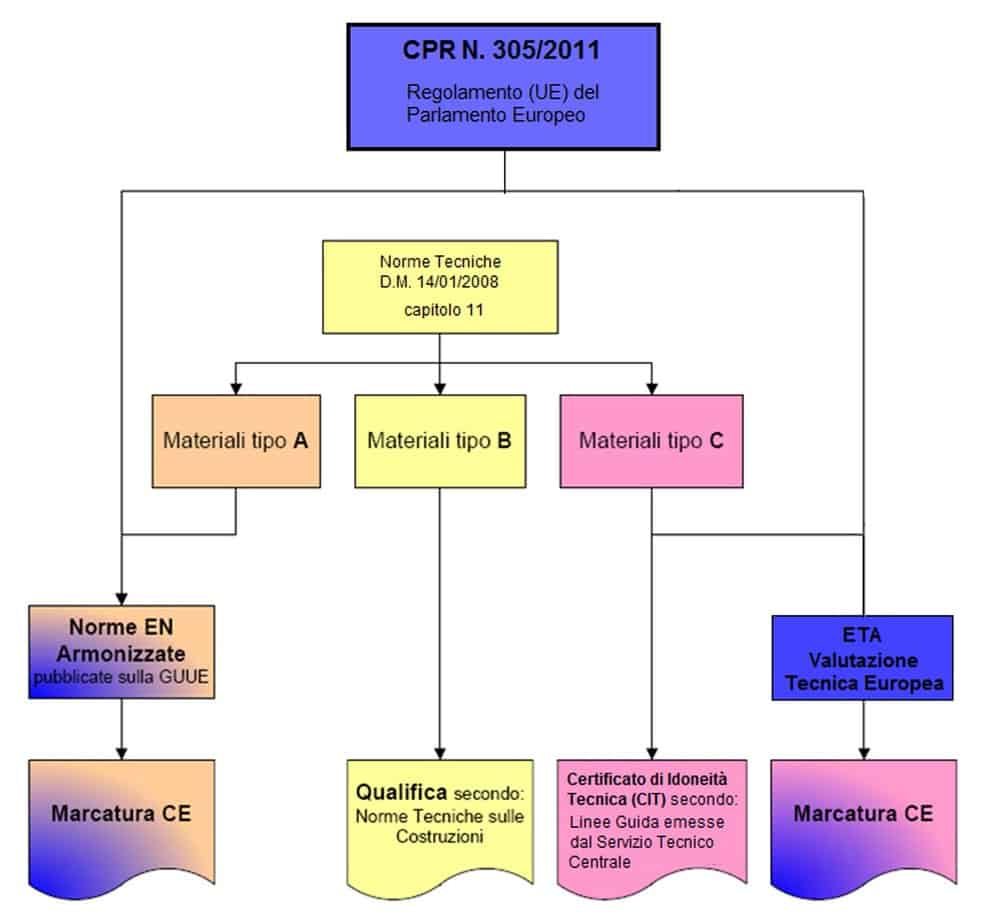


Ai sensi dell’art. 11 delle NTC 2008, gabbioni, materassi, rete in rotoli per il rivestimento e la protezione di argini e rilevati, prodotti per la realizzazione di rilevati in terra rinforzata reti e sistemi per i controllo di versanti in roccia si configurano come prodotti di tipo C. Essi rientrano quindi tra quei prodotti e sistemi costruttivi per i quali non esiste una Norma armonizzata che descriva la marcatura CE né sussiste una procedura di qualifica direttamente descritta all’interno delle Norme tecniche.
Da qui, scaturisce l’obbligo per i Produttori/Distributori/Importatori di conseguire la marcatura CE tramite procedura europea di ETA oppure, in alternativa, di ottenere il Certificato di Idoneità Tecnica (CIT) sulla base delle Linee Guida emesse dal Servizio Tecnico Centrale.
È proprio per completare e chiarire il quadro normativo che il Consiglio Superiore dei Lavori Pubblici, ha approvato le Linee Guida per la certificazione di idoneità tecnica all’impiego e all’utilizzo di prodotti in rete metallica a doppia torsione. Questo nuovo documento, sostituisce la Circolare del CSLP n° 2078 e le precedenti “Linee Guida per la redazione di capitolati per l’impiego di rete metallica a doppia torsione” del 2006.
Tale documento oltre a chiarire e completare il quadro normativo relativo ai prodotto in rete doppia torsione costituisce riferimento tecnico di comprovata validità per Progettisti, esecutori e Collaudatori atteso quanto indicato inoltre al cap. 12 delle NTC 2008. Il documento fornisce infatti indicazioni sia di carattere progettuale, sia per il controllo in cantiere da parte del Direttore Lavori e del Collaudatore in fase finale.
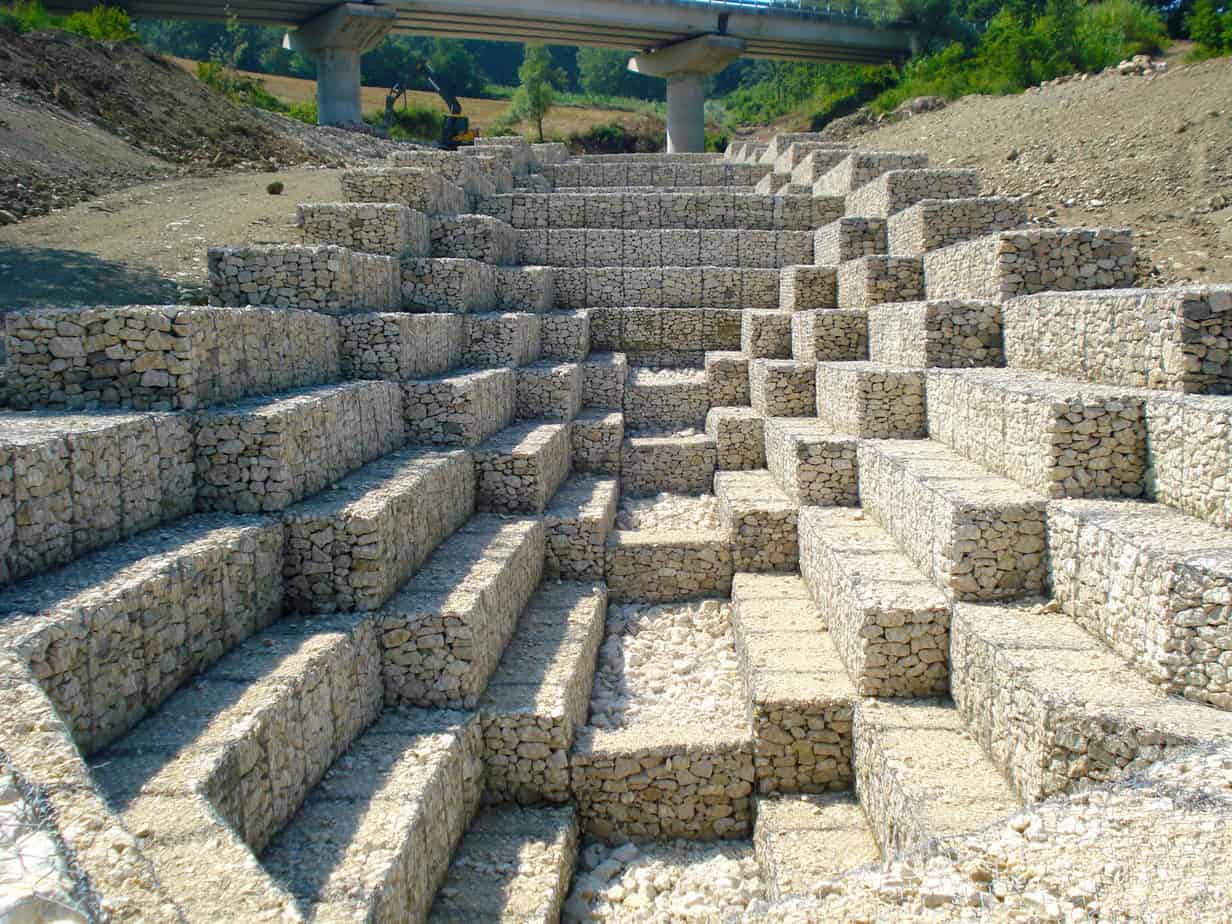
I prodotti realizzati con rete metallica a doppia torsione sono infatti esplicitamente definiti come “materiali strutturali” e pertanto devono essere soggetti alle procedure di identificazione, qualificazione ed accettazione finalizzate alla verifica della loro idoneità statica ed al mantenimento delle prestazioni nel tempo commisurate alla classe d’uso dell’opera e alla vita nominale della stessa.
Le principali novità introdotte a livello tecnico, oltre a quella già enunciata di imporre la procedura di CIT, sono quelle che hanno fatto seguito allo sviluppo di materiali e tecnologie innovative. Le attività di ricerca, che negli ultimi anni hanno sostenuto le Aziende italiane del settore, hanno portato infatti i loro frutti in termini di materiali innovativi e lo sviluppo di nuove metodologie produttive ha permesso l’applicazione in campo industriale di tali materiali avanzati ed altamente performanti.
L’impegno dei produttori italiani nella ricerca di leghe per il rivestimento che sostituiscono la “sola zincatura” è stata premiata con l’introduzione e il riconoscimento della elevata durabilità attribuita alle leghe zinco-alluminio al 5% e zinco-alluminio al 10%.
Non sono infatti più utilizzabili prodotti i cui fili base siano protetti dal solo rivestimento zincato ma vengono indicati l’utilizzo di rivestimenti protettivi in leghe di zinco-alluminio oppure leghe di zinco-alluminio e rivestimento plastico. Una novità, che precorre la pubblicazione della nuova UNI EN 10223-3:2013, è inoltre il rivestimento plastico di quarta generazione in poliammide, una applicazione innovativa del polimero comunemente conosciuto come PA6, nell’ambito dell’ingegneria delle strutture.
I contenuti del documento
Scendendo nel dettaglio, si riassumono brevemente di seguito i contenuti del documento.
In base alle NTC 2008, per ogni opera in fase progettuale deve essere definita una vita nominale e devono essere individuate le condizione di aggressività ambientale e le possibilità/modalità di manutenzione dell’opera stessa.
In funzione della combinazione di questi tre parametri, vanno scelte la tipologia di rete/filo e la relativa protezione. Finalmente, in analogia alla classe di esposizione del calcestruzzo, viene chiaramente indicata la classificazione di aggressività ambientale a cui fare riferimento per i prodotti in rete metallica a doppia torsione: la Norma ISO 9223.
Le Linee Guida riportano le diverse combinazioni con il tipo di rivestimento protettivo e le categorie di aggressività ambientale in base alla Norma ISO 9223.
Una volta in possesso della marcatura CE oppure del CIT – e quindi superata la procedura di “qualifica” da parte di un Ente terzo di certificazione – il controllo interno della produzione in stabilimento e di gestione della qualità del prodotto deve essere eseguito in coerenza con la Norma UNI EN ISO 9001, in modo da assicurare il mantenimento dello stesso livello di affidabilità nella conformità del prodotto finito e l’affidabilità delle prestazioni indipendentemente dal processo di produzione.
Le prove sui materiali nel corso del processo produttivo devono essere eseguite presso laboratori esterni accreditati, ma possono essere condotte anche all’interno dello stabilimento, qualora opportunamente attrezzato e certificato periodicamente.
Nel dettaglio sono previste prove meccaniche sul filo (in base alla UNI EN 10218) e prove sul rivestimento: verifica sulla quantità di ricoprimento, verifica sull’aderenza del rivestimento, uniformità del rivestimento. Tali prove devono essere effettuate su tre campioni di filo per ogni lotto produttivo. Inoltre annualmente deve essere eseguito un test di invecchiamento accelerato del rivestimento polimerico.
Molteplici anche le prove da eseguire sul prodotto finito, la rete metallica, tese ad accertarne le caratteristiche meccaniche (test di trazione sulla rete metallica) e quelle di durabilità (verifica di resistenza del rivestimento plastico sotto carico e test di invecchiamento accelerato in anidride solforosa).
I Produttori sono quindi obbligati a qualificare i propri materiali ed a esibire una dichiarazione di conformità/prestazione CE e della relativa marcatura CE rilasciate sulla base di un ETA, oppure il Certificato di idoneità tecnica rilasciato dal Servizio Tecnico Centrale. Tale Certificato viene rilasciato in seguito a una istanza presso il Servizio Tecnico Centrale i cui contenuti sono dettagliatamente indicati nelle Linee Guida.
All’atto dell’accettazione in cantiere dei materiali, questi devono essere accompagnati dalla documentazione che indichi:
- tipo e nome commerciale del prodotto;
- descrizione del prodotto;
- condizioni particolari applicabili all’uso del prodotto;
- caratteristiche dimensionali e tecniche;
- nome del Fabbricante;
- stabilimento di produzione;
- identificativo dell’Organismo di certificazione terzo ed indipendente autorizzato;
- condizioni e periodo di validità dei documenti.
Nella documentazione commerciale di accompagnamento dovranno essere inoltre indicate:
- nome della Ditta a cui viene consegnato il prodotto;
- la località del cantiere e le quantità fornite;
- estremi della marcatura CE e relativo ETA di riferimento, ovvero riferimento del Certificato di Idoneità Tecnica all’Impiego.
Ovviamente, la Direzione dei Lavori ha la facoltà di subordinare l’accettazione dei materiali all’esito di specifiche prove sui campioni di filo e su elementi di rete che dovranno essere confrontati con i risultati delle prove riportati nella documentazione di accompagnamento. In ogni caso, è fatto esplicito divieto di impiegare materiali con la documentazione non conforme a quanto sopra indicato.